Some advantages of Plant Direct iT
Intelligent automation classes
A secure process control, combined with maximum transparency for the operator’s staff, and efficient engineering are the main requirements for a control system, irrespective of whether it is used for new plants, plant extensions or retrofitting. Plant Direct iT enables extensive parameterisation of technological functionalities. Only specific requirements have to be programmed directly. The class concept of Plant Direct iT guarantees the highest functional quality, as similar objects are controlled and monitored by just one software module. This ensures reusability and enables the effective qualification and validation of the system, if required.
Plant Direct iT provides maximum flexibility for interventions during operation and therefore reduces the frequency and duration of downtime.The system permits adaptations during production without neglecting safety aspects, since the system can log all changes in detail. This applies to all types of operation interaction as well as to any intervention with the system’s engineering (Audit Trail).
Class structure
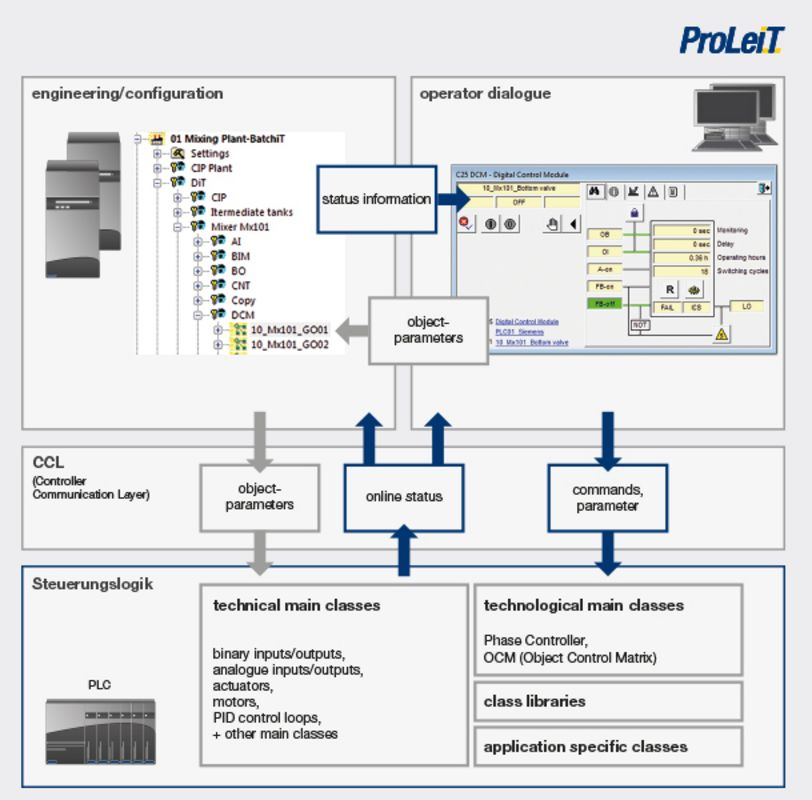
A class in Plant iT includes a closed system consisting of three seamlessly integrated components and completely controls the function of a technical component (e.g. a valve) or an entire step-controlled process sequence:
- Class description
- Operating dialogue (class dialogue)
- Control logic (class handler)
The class description is located in the central database of the system server and includes the structured mapping of all the properties of this class, including all status information and the command set.
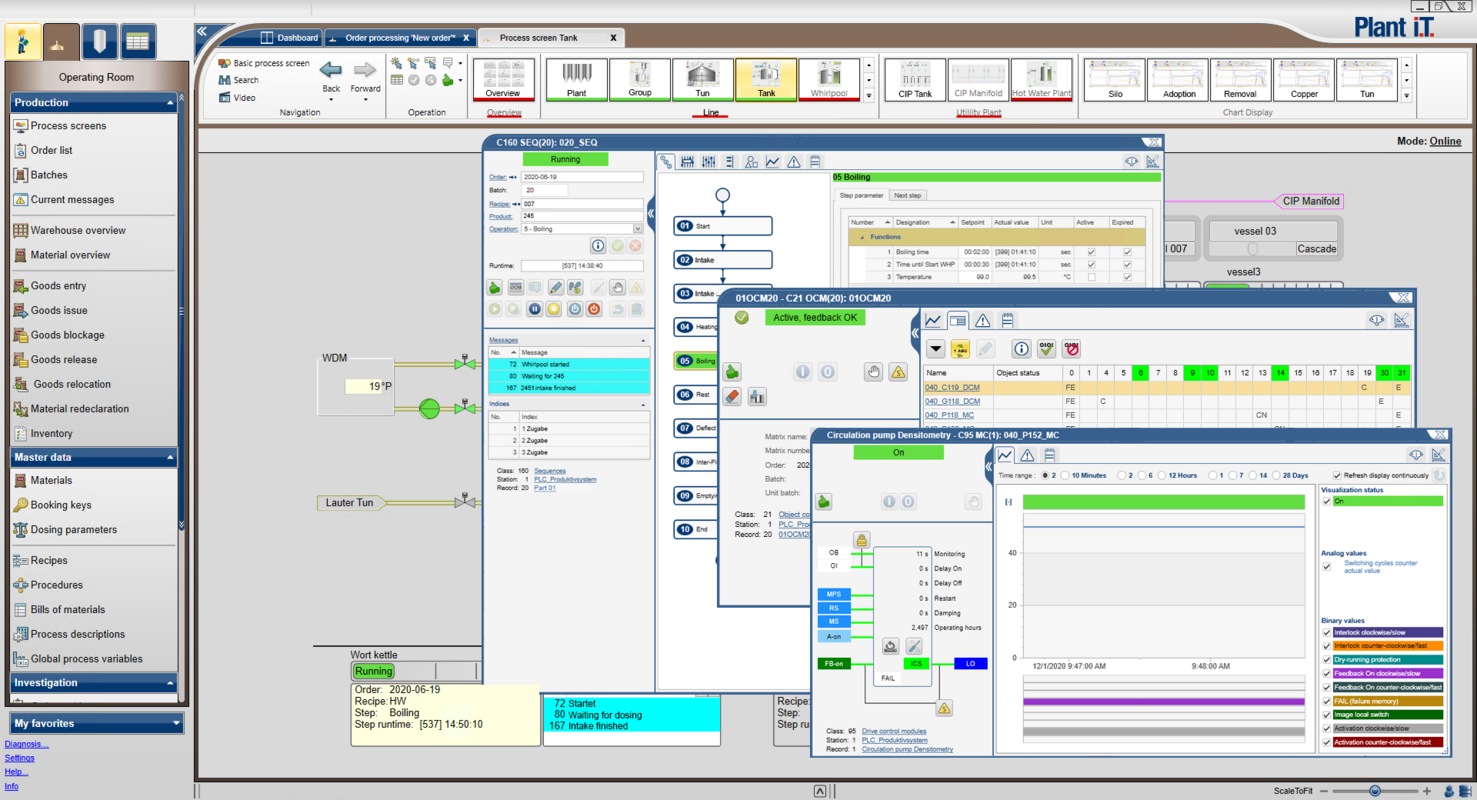
The operating dialogues are available to the operators in the process images on the client via which the system is controlled. Each individual object can be operated and monitored via the operating dialogues.
The control logic is implemented in the PLC and controls the technical component (e.g. the valve) via the I/O system. All the components form a functional unit and are synchronised with regard to status information and operating parameters. These parameters can be changed during operation. This provides maximum flexibility with regard to the selection of changes to be transferred and the time of transfer. If necessary, a single parameter can be changed for a specific object during operation.
The system standard already includes an extensive set of technical and technological classes which is constantly further developed. The basic technical classes range from a basically equipment-neutral functionality, e.g. valves, drives, measured values and controllers, through logic functions to highly-qualified, equipment-specific functions, e.g. complete control of a certain model range of frequency converters.
The Sequence Controller and the Object Control Matrix (OCM) provide two high-performance technological classes for mapping complete process sequences. The system additionally supports the development and complete integration of application-specific classes or class libraries. The required infrastructure, including templates and documentation, is available in the system standard. Plant iT objects can be cascaded and provide an API, which permits access from conventional PLC code. Since the Plant iT system software and application-specific PLC programs can be operated in parallel in just one controller, the system also allows the realisation of very complex tasks.
Creation of customer-specific classes
The transparency of Plant iT enables the development of individual standard automation classes, which can be seamlessly integrated into the system and flexibly combined with the basic classes. Respective templates and documentations are part of the basic system. Whether plant operators, machine or plant suppliers wish to standardise and encapsulate their know-how in individual classes, or system integrators use an individual class library as an efficient engineering tool and visible proof of their industry know-how - Plant Direct iT is the perfect platform.
Integration from valve to sequence control
Plant Direct iT not only provides classes for technical objects, but also offers classes for parameterising complete process sequences according to various methods. Continuous processes are, in particular, preferably mapped by a purely interlock-based sequence control. Besides the classes for automation objects, a logic class is available via which the activation and interlock conditions can be parameterised for each individual object.
The second method is the mapping of process sequences in the form of sequences for which Plant iT also provides the respective classes.
The “OCM” class enables the parameterisation of activations and the monitoring of a definable group of technical objects (actuators and sensors) for various activities that need to be executed in the process sequence. In a matrix, the parameters of each object are configured to determine how it should be treated when calling a specific individual activity (e.g. monitoring the "Off" and "Alarm" status for "Inherently safe" activity). The activities defined in an OCM can be called in any combination via a higher-order sequence control.
The “Phase Controller” class enables the parameterisation of entire process steps, including the required transitions and branch targets. Calling OCM activities within these steps results in a completely parameterised sequence control.
Objects of these two classes can be implemented as independently operating instances, but are primarily intended to act within the context of a higher-order sequence control (e.g. Plant Liqu iT or Plant Batch iT) which dynamically provides them with order and recipe-specific parameters.
Efficient source/target control
The application of Phase Controller and OCM enables variable process control with regard to the allocated plant resources. Parameterisation of the technical objects to be used by an OCM occurs as object lists which can be dynamically allocated to an OCM matrix. Activities for a specific sequence must therefore only be parameterised once. They can, however, be executed for various resources (e.g. source tanks) by combining different object lists.
Material-related process control
Plant Direct iT allows the realisation of material-related automation solutions. Plant iT material, the module for process-related materials management, can be accessed directly from the process control. Transaction-accurate booking records can be created for each individual material transaction in more or less real-time from the current process via system-internal standard functions. This enables material-related process control, including inventory management, and – combined with a higher-order order management – batch tracing.