Plant iT Archive Manager: Long-term archive solution
Data is the decisive factor when it comes to the competitiveness of companies and is considered by many as the essential fuel of the 21st century. Keeping the large amounts of data which arise during production readily available to meet respective customer requirements is an indispensable criterion. The Plant iT Archive Manager offers a solution for archiving all transaction data recorded in the control system.
The research requests are executed via existing Plant iT clients. Various filters (e.g. order number, recipe, receiving goods number) enable convenient search options according to detailed information within the respective batch, including, for instance, recipe parameters, operator intervention or consumption levels.
Efficient long-term archiving
All the control system’s transaction data is then available for research purposes for three years or more. Data can be transferred from the production server to the archiving system by simply copying the database backups.
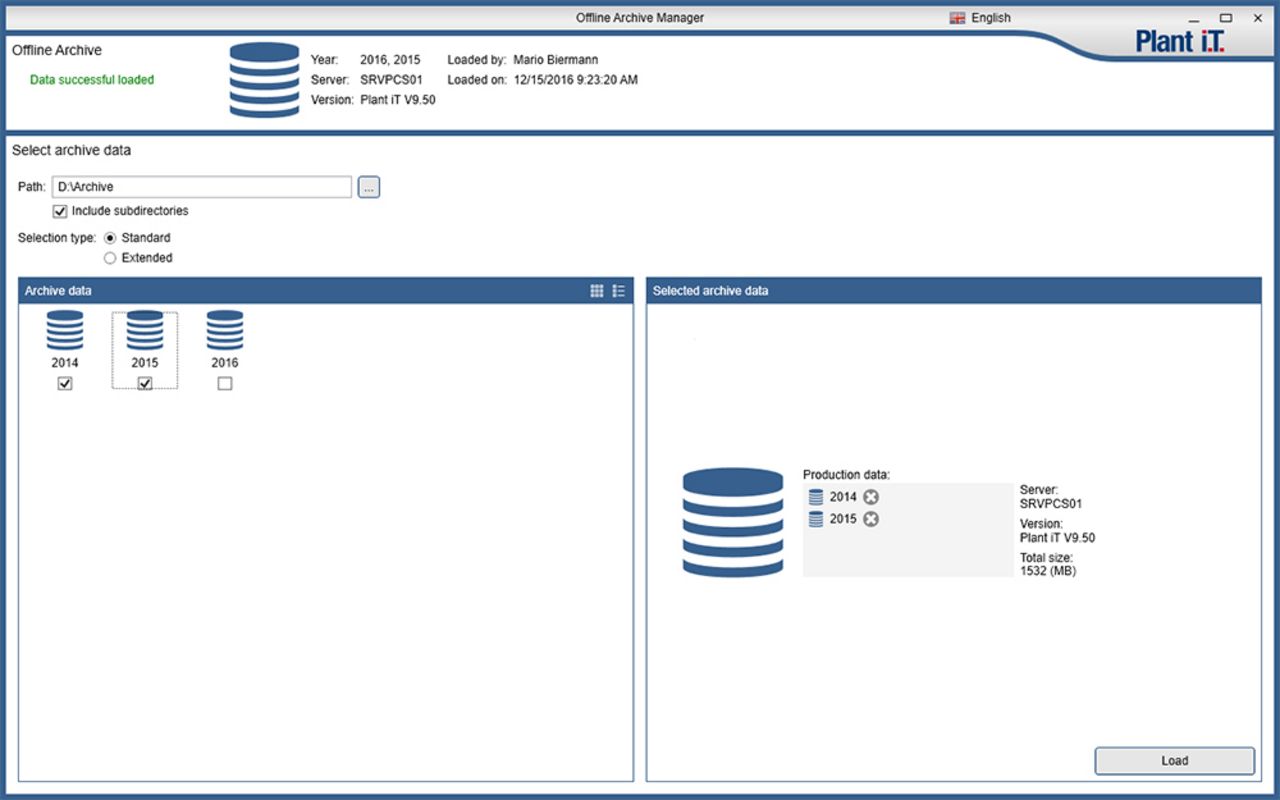
The user-friendly design of the Plant iT Archive Manager enables the intuitive operation of the solution and rapid access to data stored in the archive. Moreover, the streamlined software design is achieved without additional drivers, applications or other add-ons.